





当前位置:首页>新闻中心>行业动态超声波焊接线束检验标准行业动态
超声波焊接线束检验标准
时间:2019-12-22 02:22:08 来源:本站浏览次数:
该标准适用于在多个铜导线和软铜导线间用超声波焊接的连接,该连接在下面称作短焊点。该标准包含对焊点的要求及检验。用于焊接的导线的材料及尺寸必须符合VW 60306的要求。焊点中的每根铜线都不允许 出现断裂、松动、轧断和留在焊点之外。
-在焊点的表面模具的痕迹必须清晰可见 -毛刺不允许大于单根铜线的直径。 -焊点不允许过热(颜色变蓝) -焊点上不允许有裂纹和断点。 -在焊接过程中导线绝缘层不允许损坏(融化) -不允许外界的颗粒混入焊点中。 -镀锌导线不允许焊接。
-处理公差: -截面积的偏差(增大/降低,通过压实尺寸的监控)在焊点截面积小于等于 5 mm2 时不允许超过 7%,在超过 5 mm2 时不允许超过 5%。 3 焊点几何尺寸
3.1 尺寸
导线必须按如下方式摆放,并要符合如下尺寸(见图1和表1)
2 一般要求
焊点最大截面积 30 mm2 焊点的形状必须为正方形,宽高的比例见图
宽高的比例 -最佳的比例必须通过拉伸强度试验来确定。所有的单根铜线必须在长度方向上完全放在焊点中。
3.2 压缩
焊点压缩的评价用磨光的截面进行。对此在焊点中灌入人造树脂,并从焊点的之间横向 磨光。
-所有的单根铜线都要变形并且相互连接。
-单根铜线之间的空隙不允许相互串通。
压缩度V应该在(85-95)%之间。 V=100(AK/AL) %
AL =线截面的总和
AK =焊点宽 b x焊点高 h 最优的压缩度必须通过拉伸强度试验和剥离力试验来确定。见4.3和4.4条
3.3 电线的组合和分级
允许的电线组合见表2。 如果一个焊点不能满足上述条件,则可分为多个焊点。焊点之间的连接线必须使用兼顾 到两个焊点的电线组合条件及该导线的载流条件的最大截面积导线。
焊点在线束中不允许相互叠放,而应该相互间隔≥60 mm。 焊点不应放在弯曲和分支点。 根据和负责的工程师的磋商可以不满足上述条件。
3.4 最大线数,分配
对于长焊点最大允许每边 5 根线。 对于有热缩管的焊点基于密封性考虑要注意焊点两边导线的根数。 在独端焊点上允许最多15根导线。
4 检验
4.1 概要 检验必须在焊点上没有绝缘材料时进行。每个试件只进行一个试验。
4.2 弯曲检验
4.2.1 检验执行
在焊点上面的电线要两次向上 90°弯曲并折回原处,此时焊点要被固定而且拉力引线在 距离焊点 30 mm 处引出。
4.2.2要求 不允许任何连接到焊点的线折断,或在焊点上的电线松动或脱落。
拉伸速度(50+5)mm/min 对于每种焊点型式必须进行每种截面的导线的检验。在焊点上选择宽度方向上的,位于焊 点表面的导线进行检验。 为了避免承受剪切力,对接的拉伸导线应按图3所示的要平行于焊点长轴。 对接的拉伸导线的截面积必须大于试件导线的截面积,可以是多个导线合在一起。
4.3.2 要求 焊点内导线的拉伸力必须达到表3给出的最小值。
截面积:(mm2) 0,35 0,5 0,75 1,0 1,5 2,5 4,0 6,0 10,0
最小拉力:(N) 60 80 120 160 200 250 350 400 500
4.3 抗拉强度检验
4.3.1 检验执行
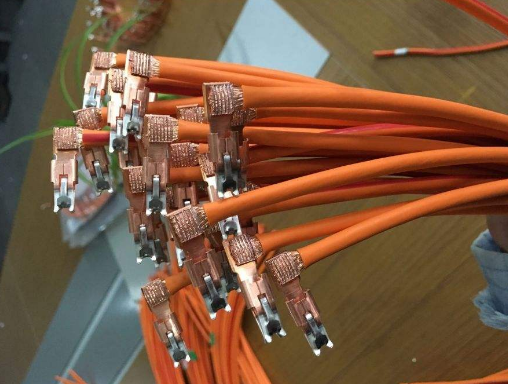
电线超声波焊接
4.4 剥离力检验 4.4.1 检验执行
拉伸速度(50+5)mm/min 对于每种焊点型式必须进行每种截面的导线的检验。 检验布置见图4 在焊点上选择宽度方向上的,位于焊点表面的导线进行检验。 第二个导线的截面积必须大于试件,可以是多个导线合在一起。
4.4.2 要求 焊点内导线的剥离力必须达到表4给出的最小值。
截面积 最小剥离力(mm2) (N) 0,35 12 0,5 15 0,75 23 1,0 35 1,5 45
电线超声波焊接:VW 60307
电压降的测量和计算:
检验电流按5 A/mm2,不同截面积的导线按最小截面计算。焊点的电压降可通过测量A/D及A/B和 C/D之间的电压降,再求其差值获得。
4.5 环境检验
4.5.1 检验执行
必须按下列过程执行检验:
1.输出状态下的电压降检验
2.老化后的电压降检验
4.5.1.1 温度交变
144个周期,1个周期:每15 min ñ40 °C / +135 °C, 转换时间 10 s
4.5.1.2 湿热负荷
按DIN 50017 FKW 7个周期
4.5.1.3 热负荷
在105 °C通风炉中存放168 h
4.5.1.4 电压降
电线超声波焊接
VW 60307
4.5.2 要求 电压降不允许超出表5给出的值。
相关文章推荐:

